The Boiler House

Contents
Controlling TDS in the Boiler Water
The need to measure and control the total dissolved solids (TDS) in the boiler water boiler water, and the methods used to do so, including closed loop electronic control with conductivity sensors.
Controlling TDS in the Boiler Water
As a boiler generates steam, any impurities which are in the boiler feedwater and which do not boil off with the steam will concentrate in the boiler water.
As the dissolved solids become more and more concentrated, the steam bubbles tend to become more stable, failing to burst as they reach the water surface of the boiler. There comes a point (depending on boiler pressure, size, and steam load) where a substantial part of the steam space in the boiler becomes filled with bubbles and foam is carried over into the steam main.
This is obviously undesirable not only because the steam is excessively wet as it leaves the boiler, but it contains boiler water with a high level of dissolved and perhaps suspended solids. These solids will contaminate control valves, heat exchangers and steam traps.
Whilst foaming can be caused by high levels of suspended solids, high alkalinity or contamination by oils and fats, the most common cause of carryover (provided these other factors are properly controlled) is a high Total Dissolved Solids (TDS) level. Careful control of boiler water TDS level together with attention to these other factors should ensure that the risks of foaming and carryover are minimised.
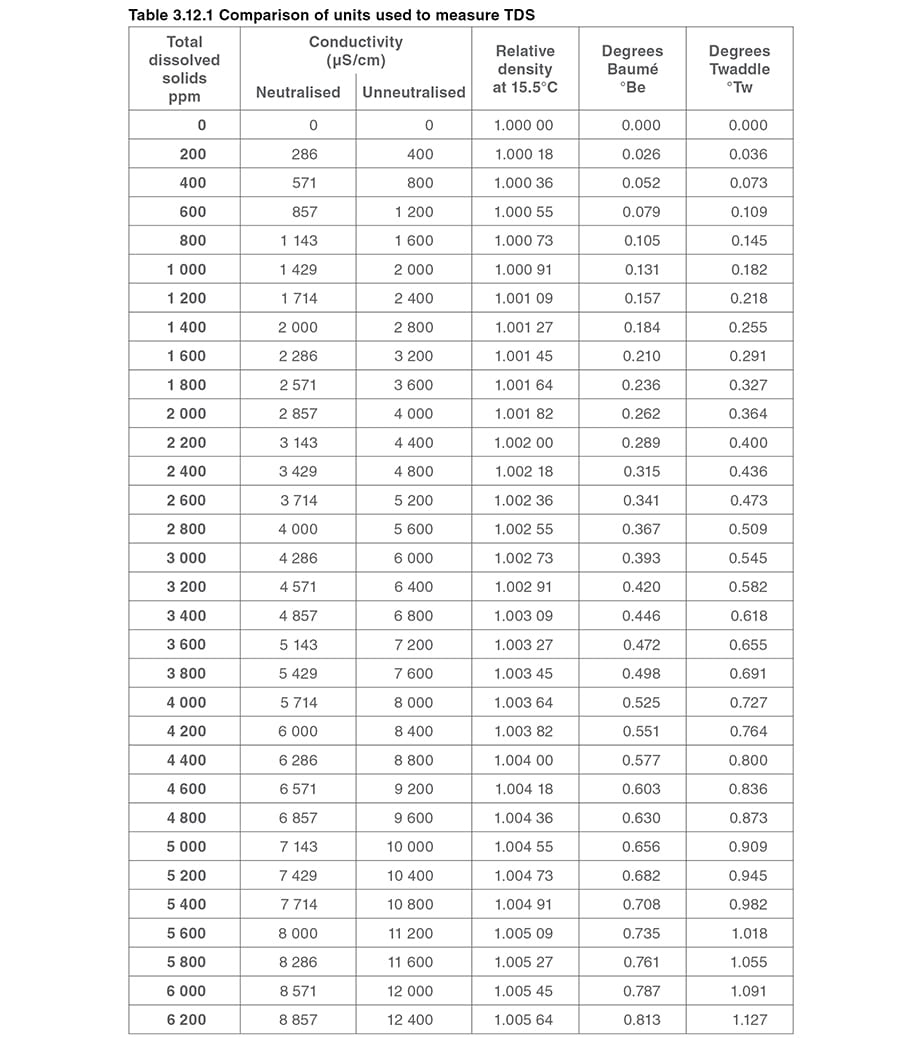
TDS may be expressed in a number of different units, and Table 3.12.1 gives some approximate conversions from TDS in ppm to other units.
Degrees Baumé and degrees Twaddle (also spelt Twaddell) are alternative hydrometer scales.
Boiler water sampling
The boiler water TDS may be measured either by:
- Taking a sample, and determining the TDS external to the boiler, or by
- A sensor inside the boiler providing a signal to an external monitor.
Sampling for external analysis
When taking a sample of boiler water it is important to ensure that it is representative. It is not recommended that the sample be taken from level gauge glasses or external control chambers; the water here is relatively pure condensate formed by the continual condensation of steam in the external glass/chamber. Similarly, samples from close to the boiler feedwater inlet connection are likely to give a false reading.
Nowadays, most boilermakers install a connection for TDS blowdown, and it is generally possible to obtain a representative sample from this location.
If water is simply drawn from the boiler, a proportion will violently flash to steam as its pressure is reduced. Not only is this potentially very dangerous to the operator, but any subsequent analysis will also be quite wrong, due to the loss of the flash steam concentrating the sample.
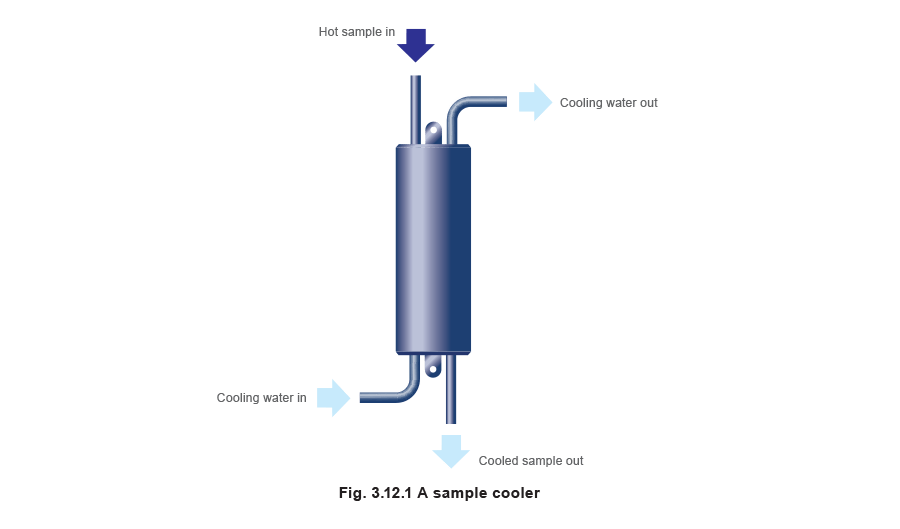
Since a cool sample is required for analysis, a sample cooler will also save considerable time and encourage more frequent testing.
A sample cooler is a small heat exchanger that uses cold mains water to cool the blowdown water sample.
Relative density method
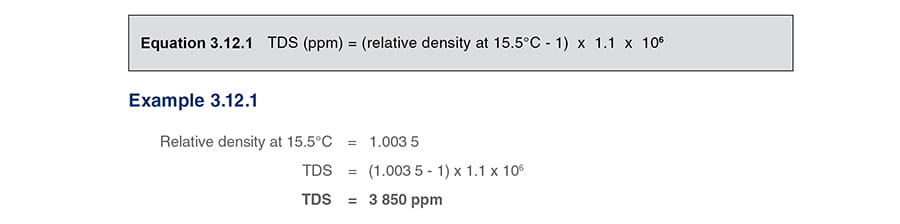
The relative density of water is related to its dissolved solids content. For raw water, feedwater and condensate the relative density is so near to that of pure water that it cannot be measured satisfactorily using a hydrometer. For boiler water, however, a hydrometer can be used to obtain an approximate measurement of the dissolved solids, since for boiler water each increase of 0.000 1 relative density at 15.5°C is approximately equal to 110 ppm. A very sensitive hydrometer is required which needs careful handling and use if a satisfactory measurement of TDS is to be obtained. The procedure is generally as follows:
- Filter the cooled boiler water sample to remove any suspended solids, which would otherwise give a false reading.
- Cool to 15.5°C
- Add a few drops of a wetting agent to help prevent bubbles adhering to the hydrometer.
- Place the hydrometer in the sample and spin gently to remove bubbles.
- Read off the relative density.
- Read off the TDS from a table supplied with the hydrometer or calculate the TDS in ppm by using Equation 3.12.1:
The hydrometer is a delicate instrument, which can easily be damaged. To avoid obtaining false readings it should be regularly checked against distilled water.
Conductivity method
The electrical conductivity of water also depends on the type and amount of dissolved solids contained. Since acidity and alkalinity have a large effect on the electrical conductivity, it is necessary to neutralise the sample of boiler water before measuring its conductivity. The procedure is as follows:
- Add a few drops of phenolphthalein indicator solution to the cooled sample (< 25°C).
- If the sample is alkaline, a strong purple colour is obtained.
- Add acetic acid (typically 5%) drop by drop to neutralise the sample, mixing until the colour disappears.
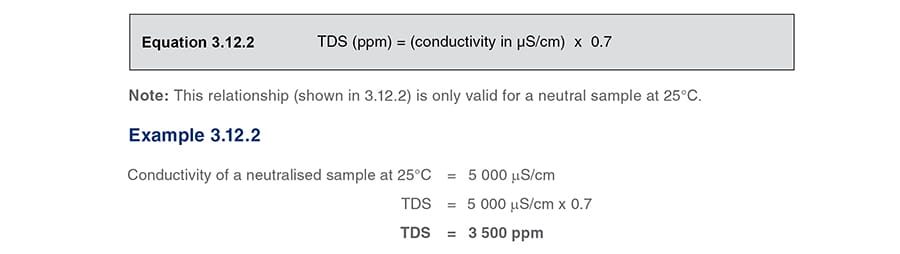
The TDS in ppm is then approximately as shown in Equation 3.12.2:
Alternatively, the battery powered, temperature compensated conductivity meter shown in Figure 3.12.2 is suitable for use up to a temperature of 45°C.

Conductivity measurement in the boiler
It is necessary to measure the conductivity of the boiler water inside the boiler or in the blowdown line. Obviously, the conditions are very different from those of the sample obtained via the sample cooler which will be cooled and subsequently neutralised (pH = 7). The main aspects are the great temperature difference and high pH.
An increase in temperature results in an increase in electrical conductivity. For boiler water, the conductivity increases at the rate of approximately 2% (of the value at 25°C) for every 1°C increase in temperature. This can be written as:
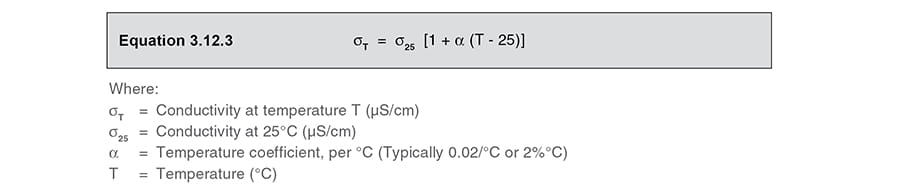
Example 3.12.3
A boiler water sample has an unneutralised conductivity of 5 000 μS/cm at 25°C. What is the conductivity of the boiler water at 10 bar g?ses at the rate of approximately 2% (of the value at 25°C) for every 1°C increase in temperature. This can be written as:

This means that the effects of the temperature have to be allowed for in the blowdown controller, either by automatic temperature compensation, or by assuming that the boiler pressure (and hence temperature) is constant. The small variations in boiler pressure during load variations have only a relatively small effect, but if accurate TDS readings are required on boilers which are operated at widely varying pressures then automatic temperature compensation is essential.
Cell constant
A probe used to measure the conductivity of a liquid has a ‘cell constant’. The value of this constant depends on the physical layout of the probe and the electrical path through the liquid.
The further the probe tip is from any part of the boiler, the higher the cell constant. Any differences in cell constant are taken into consideration when ‘calibrating’ the controller.
Conductivity and resistance are related by the cell constant, as seen in Equation 3.12.4:
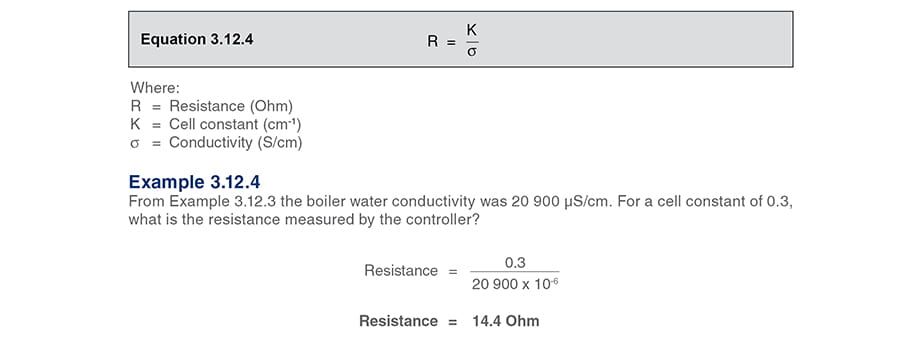
Whilst the boiler water conductivity is converted to a resistance through the probe, it cannot be measured using a simple dc resistance meter. If a dc voltage is applied to the probe, tiny hydrogen or oxygen bubbles are formed on the surface due to electrolysis of the water. This effect, called electrolytic polarisation, causes a much higher resistance to be measured.
It is therefore necessary to use an ac voltage to measure the probe resistance and this is the method always to be preferred in blowdown controllers. A relatively high frequency (for example 1 000 Hz) is necessary to avoid polarisation at the high conductivities of boiler water.
Deciding on the required boiler water TDS
The actual dissolved solids concentration at which foaming may start will vary from boiler to boiler. Conventional shell boilers are normally operated with the TDS in the range of 2 000 ppm for very small boilers, and up to 3 500 ppm for larger boilers, provided the:
- Boiler is operating near to its design pressure.
- Steam load conditions are not too severe.
- Other boiler water conditions are correctly controlled.
Blowing down the boiler to maintain these TDS levels should help to ensure that reasonably clean and dry steam is delivered to the plant.
Table 3.12.2 provides some broad guidelines on the maximum permissible levels of boiler water TDS in certain types of boiler. Above these levels, problems may occur.
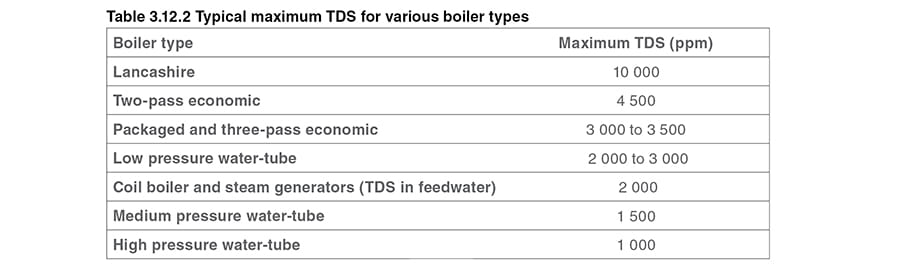
Note: The figures in Table 3.12.2 are offered as a broad guide only. The boilermaker should always be consulted for specific recommendations.
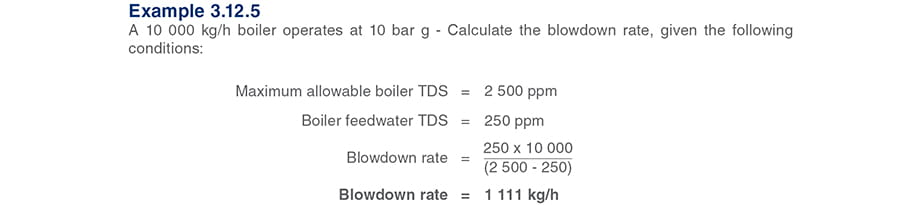
Calculating the blowdown rate
The following information is required:
- The required boiler water TDS in parts per million (Table 3.12.1).
- The feedwater TDS in parts per million.
An average value may be obtained by looking at water treatment records, or a sample of feedwater may be obtained and its conductivity measured.
As with boiler water TDS measurement, conductivity (μS/cm) x 0.7 = TDS in parts per million (at 25°C).
Note: the sample of feedwater that is required is from the boiler feedline or from the feedtank and is not a sample of the make-up water supplying the feedtank.
- The quantity of steam which the boiler generates, usually measured in kg/h. For selecting a blowdown system, the most important figure is usually the maximum quantity of steam that the boiler can generate at full-load.
When the above information is available the required blowdown rate can be determined using Equation 3.12.5:

Controlling the blowdown rate
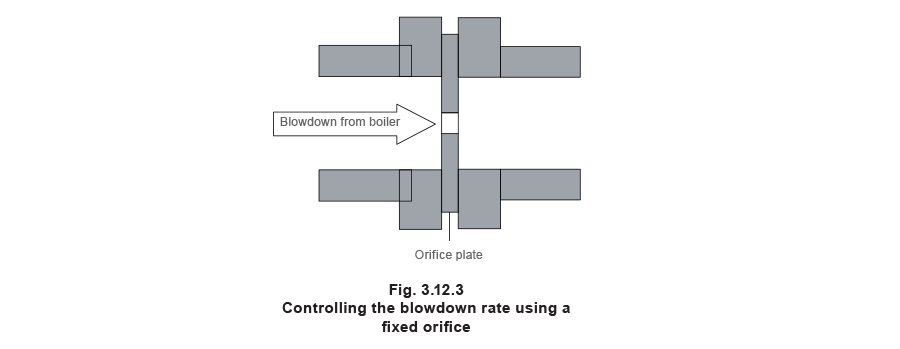
There are a number of different ways that the blowdown rate can be controlled. The simplest device is an orifice plate (Figure 3.12.3).
The orifice size can be determined based on:
- Flowrate - A means of calculating flowrate is shown above.
- Pressure drop - Theoretically this would be from boiler pressure to atmospheric pressure.
However, pipeline friction and backpressure is inevitable, so for the purposes of this Module, a ssume the pressure on the downstream side of the orifice is 0.5 bar g.
There is a problem: an orifice is not adjustable and therefore can only be correct for one specific set of circumstances. If the steaming rate were to:
- Increase - The orifice would not pass sufficient water. The boiler TDS level would increase, and priming and carryover would occur.
- Reduce - The orifice would pass too much water. The blowdown rate would be too great and energy would be wasted.
Flashing
The water being drained from the boiler is at saturation temperature, and there is a drop in pressure over the orifice almost equal to the whole boiler pressure. This means that a substantial proportion of the water will flash to steam, increasing its volume by a factor of over 1 000.
This rapid and aggressive change of state and volume over the orifice may result in erosion and wiredrawing of the orifice. This increases both the size and flow characteristic (coefficient of discharge) of the orifice, resulting in a progressively increasing blowdown rate.
The steam, being a gas, can travel much faster than the water (liquid). However, the steam and water do not have the opportunity to separate properly, which results in water droplets travelling at a very high velocity with the steam into the pipework. This leads to further erosion and possibly waterhammer in the pipework and downstream equipment.
The problem of flashing increases with boiler pressure.
It should also be remembered that the water drained from the boiler is dirty and it does not take a great deal of dirt to restrict or even block a small hole.
Blowdown valves
Continuous blowdown valves
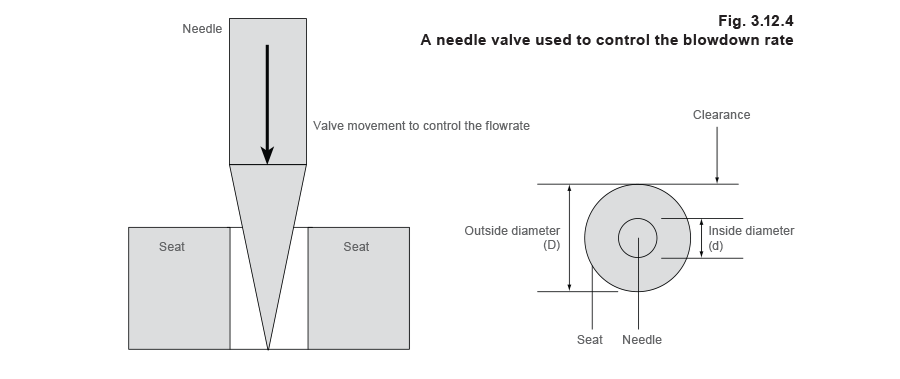
In its simplest form, this is a needle valve. In plan view, there is an annulus with the:
- Outer circumference defined by the valve seat.
- Inner circumference defined by the needle.
If an increase in flowrate is required, the needle is adjusted out of the seat and the clearance between the needle and seat is increased.
To ensure a reasonable velocity through the orifice, the size of orifice necessary for the blowdown flowrate of 1 111 kg/h (from Example 3.12.5) would be about 3.6 mm.
Taking the valve seat diameter to be 10 mm, it is possible to calculate the diameter of the needle at the point where it is set to give the required flow of 1 111 kg/h, as follows:

Therefore: Solving the equation shows that the needle diameter at the correct setting is 9.33 mm. The clearance is half the difference of the diameters.

This is a fundamental weaknesses of continuous blowdown valves; the clearance is so small that blockage by small particles is difficult to avoid.
In addition, the problem of flashing over the valve seat still has to be addressed. The low clearances mean that a high velocity steam/water mixture is flowing close to the surfaces of the needle and the seat. Erosion (wiredrawing) is inevitable, resulting in damage and subsequent failure to shut off.
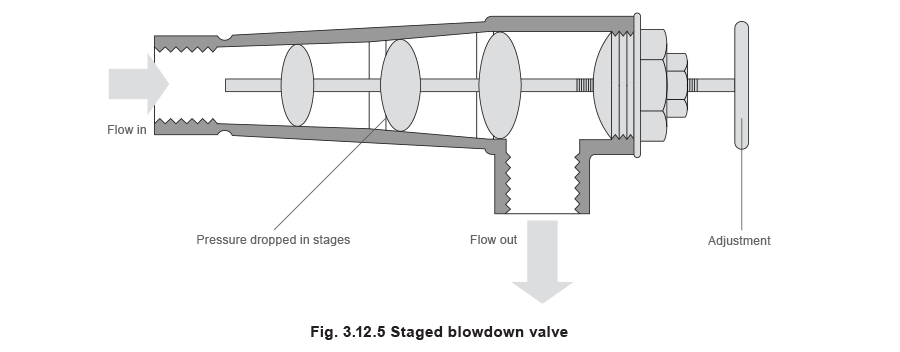
Continuous blowdown valves have been developed over many years from simple needle valves, and now incorporate a number of stages, possibly taking the form of three or four progressively larger seats in the valve, and even including helical passageways. The objective is to dissipate the energy gradually in stages rather than all at once.
This type of valve was originally designed for manual operation, and was fitted with a scale and pointer attached to the handle. In an operational environment, a boiler water sample was taken, the TDS determined, and an appropriate adjustment made to the valve position.
To keep pace with modern technology and market demands, some of these continuous blowdown valves have been fitted with electric or pneumatic actuators. However, the fundamental problem of small clearances, flashing, and wiredrawing still exist, and damage to the valve seating is inevitable. Despite using a closed loop control system, excessive blowdown will occur.
On/off boiler blowdown valves
There is an advantage to using a larger control device with larger clearances, but only opening it for some of the time. Clearly, moderation is required if the boiler TDS is to be kept between reasonable values, and DN15 and 20 valves are the most common sizes to be found.
A typical arrangement would be to set the controller to open the valve at, for example, 3 000 ppm, then to close the valve at 3 000 – 10% = 2 700 ppm. This would give a good balance between a reasonable sized valve and accurate control.
- The type of valve selected is also important:
- For small boilers with a low blowdown rate and pressures of less than 10 bar g, an appropriately rated solenoid valve will provide a cost-effective solution.
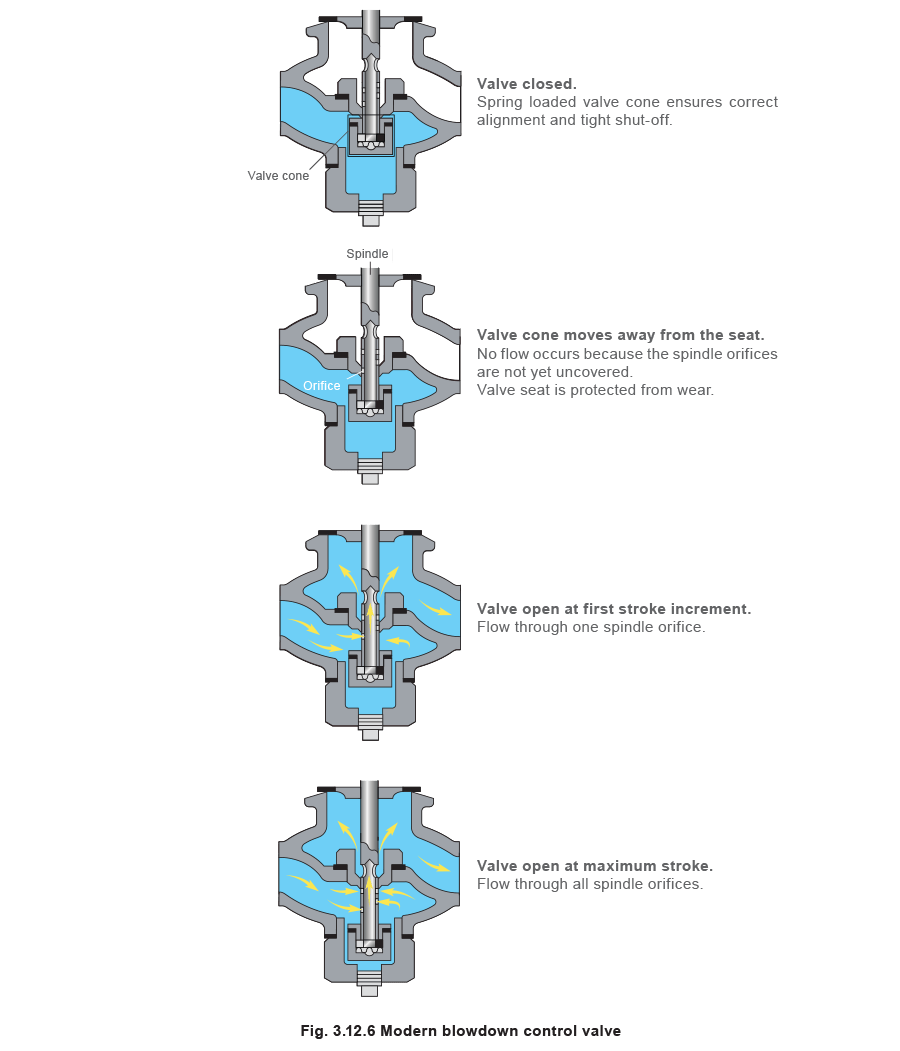
For larger boilers with higher blowdown rates, and certainly on boilers with operating pressures over 10 bar g, a more sophisticated valve is required to take flashing away from the valve seat in order to protect it from damage.
Valves of this type may also have an adjustable stroke to allow the user the flexibility to select a blowdown rate appropriate to the boiler, and any heat recovery equipment being used.
Closed loop electronic control systems
These systems measure the boiler water conductivity, compare it with a set point, and open a blowdown control valve if the TDS level is too high.
A number of different types are on the market which will measure the conductivity either inside the boiler, or in an external sampling chamber which is purged at regular intervals to obtain a representative sample of boiler water. The actual selection will be dependent upon such factors as boiler type, boiler pressure, and the quantity of water to be blown down.
These systems are designed to measure the boiler water conductivity using a conductivity probe.
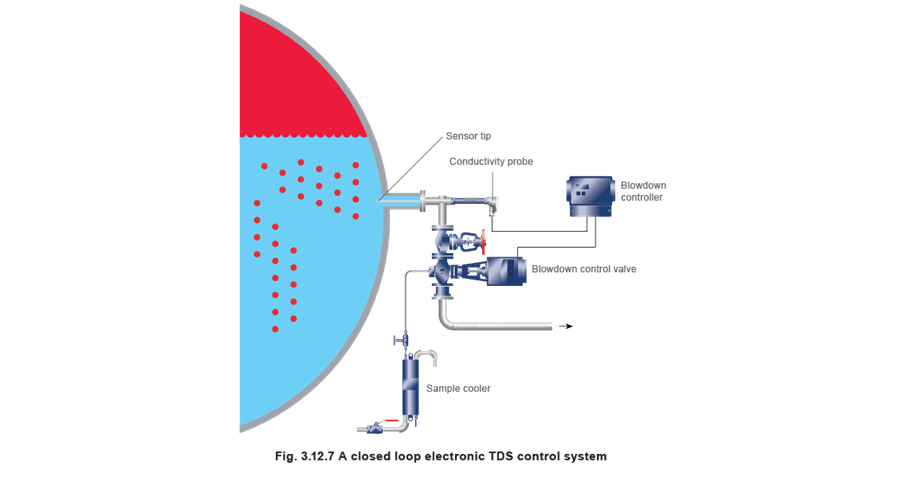
The measured value is compared to a set point programmed into the controller by the user. If the measured value is greater than the set point, the blowdown control valve is opened until the set point is achieved. Typically, the user can also adjust the ‘dead-band’.
As mentioned earlier, an increase in water temperature results in an increase in electrical conductivity. Clearly if a boiler is operating over a wide temperature/pressure range, such as when boilers are on night set-back, or even a boiler with a wide burner control band, then compensation is required, since conductivity is the controlling factor.
The benefits of automatic TDS control
- The labour-saving advantages of automation.
- Closer control of boiler TDS levels.
- Potential savings from a blowdown heat recovery system (where installed).
The calculation of further savings due to a reduction in the blowdown rate are described in the following text and in Example 3.12.6.
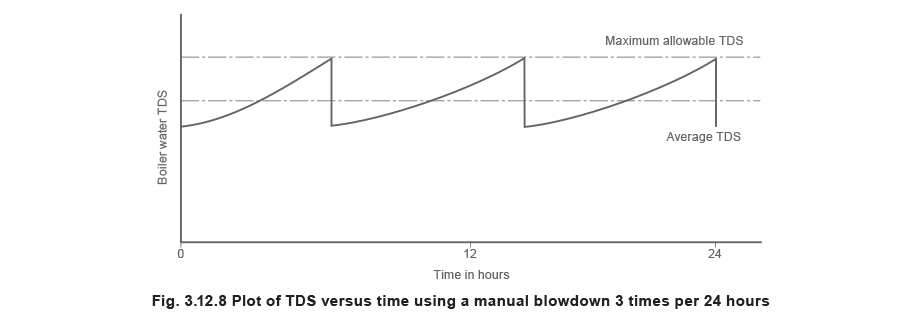
Where the present method is solely manual blowdown from the bottom of the boiler, it may be possible by looking at past water treatment records, to obtain some idea of how much the boiler TDS varies over a period of weeks. By inspection, an average TDS figure can be established. Where the actual maximum is less than the maximum allowable figure, the average is as shown. Where the actual maximum exceeds the maximum allowable, the average obtained should be scaled down proportionally, since it is desirable that the maximum allowable TDS figure should never be exceeded.
Example 3.12.6
Figure 3.12.8 shows that the average TDS with a well operated manual bottom blowdown is significantly below the maximum allowable. For example the maximum allowable TDS may be 3 500 ppm and the average TDS only 2 000 ppm. This means that the actual blowdown rate is much greater than that required. Based on a feedwater TDS of 200 ppm, the actual blowdown rate is:

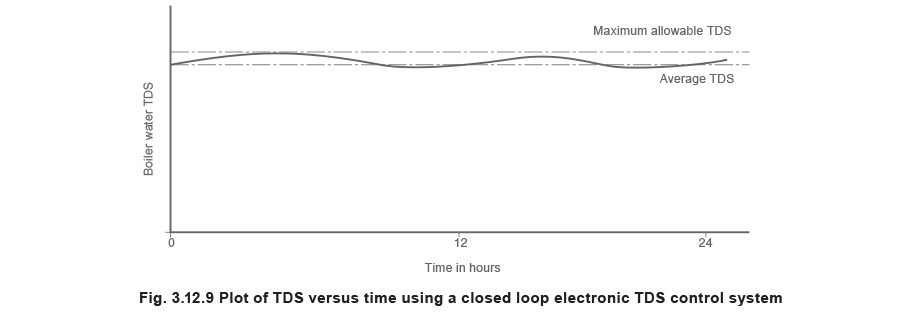
By installing an automatic TDS control system the average boiler water TDS can be maintained at a level almost equal to the maximum allowable TDS as shown in Figure 3.12.9;
Evaluating savings by reducing blowdown rate
If a boiler is to supply a given amount of steam, the water blown down must be in addition to this amount. The energy that is lost in blowdown is the energy that is supplied to the additional amount of water that is heated to saturation temperature, and then blown down.
A close approximation can be obtained using steam tables.
Using the figures from Example 3.12.5, if the boiler had been operating at 10 bar g, steaming at 5 000 kg/h and had a feedwater temperature of 80°C (hf = 335 kJ/kg), the change in energy requirement could be calculated as follows:
Condition 1, manual TDS control: Blowdown rate = 11.1%

Example 3.12.7
Condition 2, automatic TDS control :
